
Jaké nové požadavky klade stále vyspělejší bezolovnatý proces na přetavovací pec?
Analyzujeme z následujících hledisek:
l Jak dosáhnout menšího bočního rozdílu teplot
Vzhledem k tomu, že procesní okno bezolovnatého pájení je malé, je kontrola bočního teplotního rozdílu velmi důležitá.Teplota při pájení přetavením je obecně ovlivněna čtyřmi faktory:
(1) Přenos horkého vzduchu
Všechny současné běžné bezolovnaté přetavovací pece využívají 100% plný ohřev horkým vzduchem.Při vývoji reflow pecí se objevily i způsoby infračerveného ohřevu.V důsledku infračerveného ohřevu se však infračervená absorpce a odrazivost různých barevných zařízení liší a stínový efekt je způsoben zablokováním sousedních originálních zařízení.Obě tyto situace způsobí teplotní rozdíly.Bezolovnaté pájení má riziko vyskočení z procesního okna, proto byla technologie infračerveného ohřevu u způsobu ohřevu přetavovací pece postupně eliminována.Při bezolovnatém pájení je třeba zdůraznit efekt přenosu tepla.Zejména u původního zařízení s velkou tepelnou kapacitou, pokud nelze dosáhnout dostatečného přenosu tepla, bude rychlost ohřevu zjevně zaostávat za rychlostí ohřevu zařízení s malou tepelnou kapacitou, což má za následek boční rozdíl teplot.Podívejme se na dva režimy přenosu horkého vzduchu na obrázku 2 a obrázku 3.
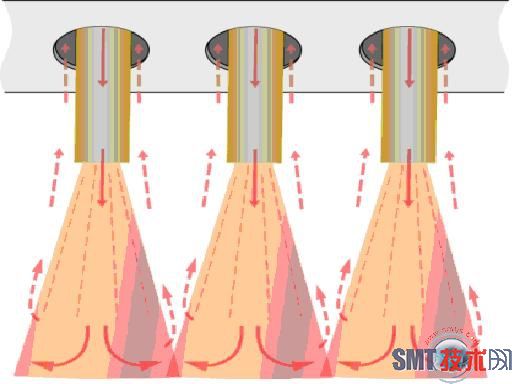
Obrázek 2 Způsob přenosu horkého vzduchu 1
Obrázek 2 Způsob přenosu horkého vzduchu 1
Horký vzduch na obrázku 2 vyfukuje z otvorů topné desky a proud horkého vzduchu nemá jasný směr, což je poněkud chaotické, takže efekt přenosu tepla není dobrý.
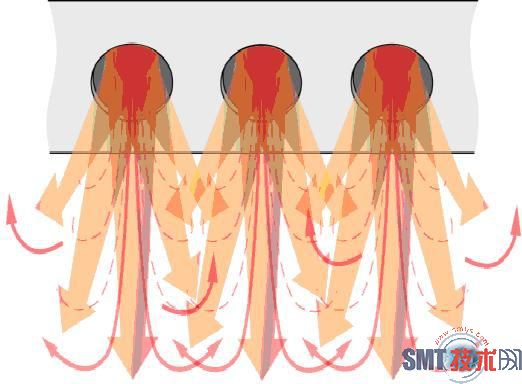
Konstrukce z obrázku 3 je vybavena směrovými vícebodovými tryskami horkého vzduchu, takže proud horkého vzduchu je koncentrovaný a má jasnou směrovost.Účinek přenosu tepla takového horkovzdušného ohřevu se zvyšuje asi o 15 % a zvýšení účinku přenosu tepla bude hrát větší roli při snižování bočního rozdílu teplot u zařízení s velkou a malou tepelnou kapacitou.
Konstrukce na obrázku 3 může také snížit rušení bočního větru na svařování desky s obvody, protože proud horkého vzduchu má jasnou směrovost.Minimalizace bočního větru může nejen zabránit odfouknutí malých součástek, jako je 0201 na obvodové desce, ale také snížit vzájemné rušení mezi různými teplotními zónami.
(1) Ovládání rychlosti řetězu
Řízení rychlosti řetězu ovlivní boční teplotní rozdíl desky plošných spojů.Obecně řečeno, snížení rychlosti řetězu poskytne zařízení s velkou tepelnou kapacitou delší dobu ohřevu, čímž se sníží boční teplotní rozdíl.Ale přeci jen nastavení teplotní křivky pece závisí na požadavcích pájecí pasty, takže neomezené snižování rychlosti řetězu je ve skutečné výrobě nereálné.
(2) Ovládání rychlosti větru a hlasitosti
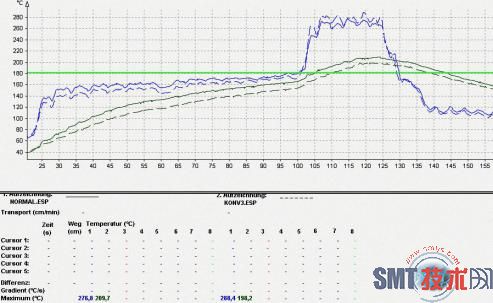
Udělali jsme takový experiment, přičemž ostatní podmínky v přetavovací peci ponecháme beze změny a pouze snížíme otáčky ventilátoru v přetavovací peci o 30 % a teplota na desce plošných spojů klesne asi o 10 stupňů.Je vidět, že řízení rychlosti větru a objemu vzduchu je důležité pro řízení teploty pece.
Čas odeslání: srpen-11-2020