
Abychom porozuměli výzvám, které miniaturizované součástky přinášejí tisku pájecí pastou, musíme nejprve porozumět poměru ploch šablonového tisku (Area Ratio).
Pro tisk miniaturizovaných polštářků pájecí pastou platí, že čím menší je polštářek a otvor šablony, tím obtížnější je oddělit pájecí pastu od stěny otvoru šablony. Pro řešení tisku miniaturizovaných polštářků pájecí pastou existují následující řešení pro referenci:
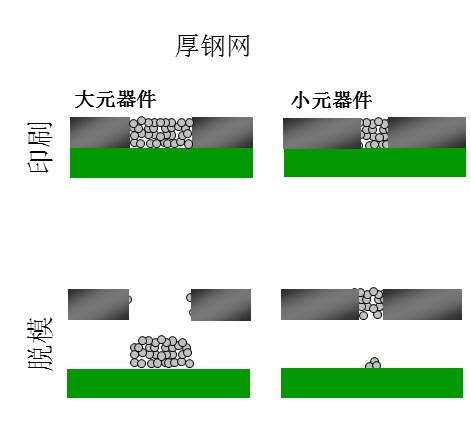
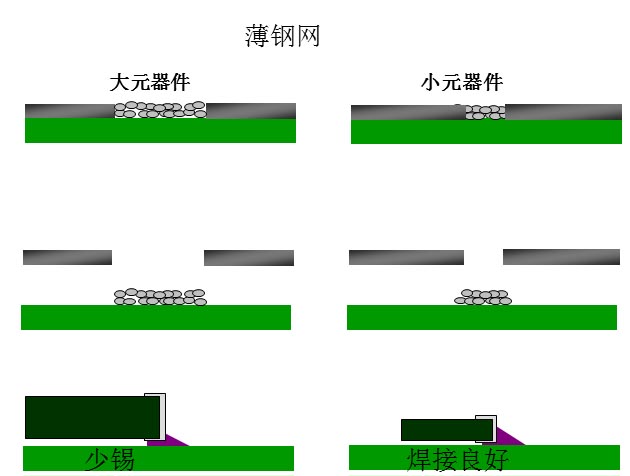
- Nejpřímějším řešením je zmenšení tloušťky ocelové sítě a zvětšení poměru ploch otvorů. Jak je znázorněno na obrázku níže, po použití tenké ocelové sítě je pájení destiček malých součástek dobré.Pokud vyrobený substrát neobsahuje komponenty velkých rozměrů, pak je to nejjednodušší a nejúčinnější řešení.Pokud jsou však na substrátu velké součástky, velké součástky se špatně pájejí kvůli malému množství cínu.Pokud se tedy jedná o substrát s vysokým obsahem směsi s velkými komponenty, potřebujeme jiná řešení uvedená níže.
- Použijte novou technologii ocelové sítě ke snížení požadavku na poměr otvorů v šabloně.
1) FG (Fine Grain) ocelová šablona
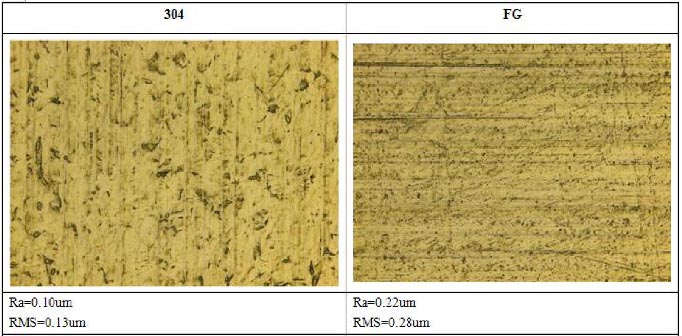
Ocelový plech FG obsahuje druh niobového prvku, který může zjemnit zrno a snížit citlivost oceli na přehřátí a popouštěcí křehkost a zlepšit pevnost.Stěna otvoru laserem řezaného ocelového plechu FG je čistší a hladší než u běžného ocelového plechu 304, což je vhodnější pro demontáž.Poměr ploch otevření ocelové sítě z ocelového plechu FG může být nižší než 0,65.Ve srovnání s ocelovým pletivem 304 se stejným poměrem otevření lze ocelové pletivo FG vyrobit o něco silnější než ocelové pletivo 304, čímž se snižuje riziko menšího množství cínu u velkých součástí.
Čas odeslání: srpen-05-2020